Rura ze stali nierdzewnej, metoda TIG spawana i trzpieniowa, SS304 i SS316
YUHONG GROUP zajmuje się rurami i rurami bez szwu ze stali nierdzewnej już ponad 10 lat, co roku sprzedaje ponad 80000 ton rur i rur bez szwu ze stali nierdzewnej. Nasz klient obejmuje już ponad 45 krajów. Nasza bezszwowa rura i rura ze stali nierdzewnej była szeroko stosowana w przemyśle wydobywczym, energetycznym, petrochemicznym, chemicznym, spożywczym, papierniczym, gazowym i płynnym. ANSI B16.10: B16.19 SCH 5S, SCH 10S, SCH 20, SCH 30, SCH 40S, SCH 60, SCH80S, XS, SCH 100, SCH 120, SCH160, XXS
Medical Tubing jest produkowany przy użyciu Stal nierdzewna 304, 304L i 316L . 304 Stal nierdzewna ma stosunkowo niską zawartość węgla (maksymalnie 0,08 procent) i jest odporna na korozję lepiej niż stal nierdzewna 302. Jego odpowiednik, stal nierdzewna 304L, ma jeszcze mniejszą zawartość węgla (0,04 procent maksimum) i oferuje podobną odporność na korozję. Jednak, 304L oferuje również wysoką odporność na korozję międzykrystaliczną po spawaniu. 316L jest czasami używany w instrumentach medycznych i ma niższą zawartość węgla niż 316 Nierdzewny. 316L jest stosowany w obszarach, w których wymagana jest doskonała odporność na korozję
Spawane i ciągnione jest preferowanym wyborem rur pod względem ekonomicznym, czasu realizacji i tolerancji w porównaniu do szwu w większości przypadków. Wiele wymagających aplikacji wymaga metody TIG spawanej i trzpieniowej, używanej przez Vita Needle od ponad 85 lat!
Produkcja rur ze stali nierdzewnej dla przemysłu medycznego
Primer w procesie
Produkowanie rurki dla przemysłu medycznego wymaga dużej uwagi przy spawaniu, obróbce materiału i jakości powierzchni.
Rurki dla przemysłu medycznego produkowane są głównie ze stali nierdzewnej spawanej 304 i 304L (niskoemisyjnej). Stal nierdzewna 304 ma stosunkowo niską zawartość węgla (maksymalnie 0,08 procent) i jest bardziej odporna na korozję niż stal nierdzewna 302.
Jego odpowiednik, stal nierdzewna 304L, ma jeszcze niższą zawartość węgla (0,04 procent maksimum) i oferuje podobną odporność na korozję. Jednak 304L oferuje również wysoką odporność na korozję międzykrystaliczną po spawaniu.
Strip Stock
Jednym z wiodących wyzwań dla producenta przewodów rurowych jest zabezpieczenie taśmy z zachowaniem dobrej jakości krawędzi. Ściany rurki są na rynku medycznym stosunkowo cienkie, w związku z czym wyrównanie i stan krawędzi są krytyczne.
Zaleca się, aby operatorzy młynów spawalniczych utrzymywali w czystości wszystkie zapasy pasów i ich ochronę. Obejmuje to staranne i właściwe przechowywanie i obsługę wszystkich zapasów przy użyciu czystych bawełnianych rękawiczek, aby zapobiec zanieczyszczaniu krawędzi przez oleje.
Producent musi ściśle współpracować z taśmą do cięcia, aby upewnić się, że wchodzący pasek spełnia wymagania dotyczące krawędzi. Większość hut ma jednego lub dwóch dostawców taśm, które dostarczają dobrej jakości taśmy, które spełniają wymagania młyna.
Spawalniczy
Producenci stosują na ogół jeden z trzech różnych środków do spawania taśm ze stali nierdzewnej 304 i 304L na rynku medycznym.
Pierwszym z nich jest spawanie łukiem elektrycznym z wolframem gazowym (GTAW). Jest to najstarsza z popularnych metod i nadal jest szeroko stosowana. Drugie spawanie plazmowe jest odmianą GTAW. Ostatnie spawanie laserowe jest najnowszym z powszechnych metod. Każda z tych metod spawania jest podobna w podstawowej konstrukcji, z różnicami występującymi w poszczególnych głowicach spawalniczych i zasilaczach. Każdy ma także wiele mocnych i słabych stron.
Niektóre podstawowe elementy, które należy wziąć pod uwagę przy wyborze procesu zgrzewarki to:
1. Prędkość działania.
2. Konserwacja elektrod.
3. Łatwość użytkowania.
4. Koszt głowicy spawalniczej i zasilania.
Większość młynków spawalniczych wykorzystuje sprzęt do badania prądów wirowych po przejściu finalnego fin w celu sprawdzenia integralności szwu spawalniczego. Niektórzy dodają także kamerę wideo skupioną na spoinie, aby obserwować wyrównanie szwu i elektrody głowicy spawalniczej. Te dwie pomoce spawalnicze pozwalają młynowi wytwarzać większe ciągłe cewki z dość wysokim poziomem zaufania do szwu spawalniczego przy prędkościach od 20 do 30 stóp na minutę (FPM).
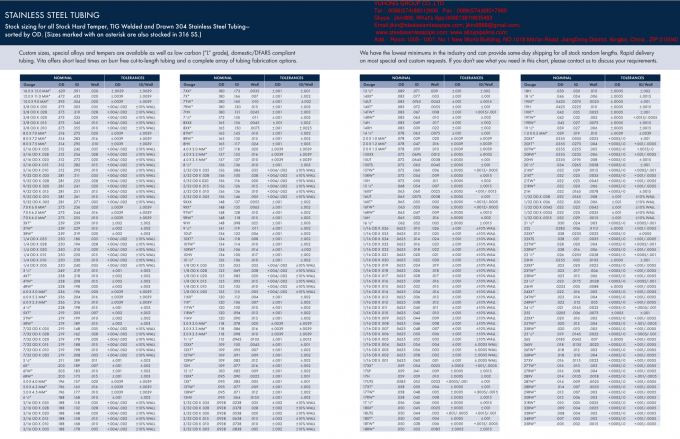
Zakresy rozmiarów
Większość przewodów rurowych jest wykonywana w skali pomiarowej, która jest luźno oparta na wojskowych specyfikacjach GG-N-196 Stanów Zjednoczonych. Nowoczesne wymagania i postęp technologiczny znacznie rozszerzyły tę skalę. Przyrostowe wskaźniki od 6 (0,203 cala) do 36 (0,004 cala) ze zmiennymi ścianami (0,015 do 0,0015 cala) są obecnie ogólnie akceptowane jako standard.
Trzy podstawowe produkty
Producenci dostarczają producentom oryginalnego sprzętu (OEM) i dystrybutorom trzy podstawowe typy gotowych rur spawanych, a następnie kilka zlewów [redukcje bez trzpienia lub trzpienia o średnicy wewnętrznej], aby zakończyć; spawane, podłączane za pomocą czopów lub trzpieni (w celu wygładzenia spoiny i ustawienia grubości ścianki), a następnie kilka zlewów do wykończenia; i spawane, a następnie kilka wtyczek lub rysunków do zakończenia. Każda z tych metod wytwarza produkt dźwiękowy, a każdy produkt ma określony obszar zastosowania.
Niektórzy producenci rur oferują wszystkie trzy rodzaje produktów, podczas gdy inni specjalizują się w jednym lub dwóch. Oferują producentom OEM różnorodne spoiny i jakość wykończenia powierzchni oraz tolerancje, a także różne koszty.
Spawane i wykończone przez zlewy . Taśmę w rurach spawanych i gotowych do opróżniania formuje się i zgrzewa przy lub bardzo blisko gotowego rozmiaru ścianki o średnicy zewnętrznej (OD) większej niż pożądany rozmiar końcowy. Pożądane OD rury zgrzewanej osiąga się poprzez zatopienie rurki do gotowego rozmiaru.
Proces zatapiania odbywa się poprzez nasmarowanie rurki na OD i przeciągnięcie jej przez matrycę. Proces ten powtarza się z stopniowo mniejszymi matrycami, aż do otrzymania pożądanej OD. Proces ten nie wymaga wyżarzania pośredniego, w wyniku czego można wydajnie i niedrogo wytwarzać rury. W procesie tym jednak zdolność do osiągnięcia wysokiego stopnia utwardzania jest zwykle utrudniona, ponieważ ilość pracy na zimno jest ograniczona przez brak redukcji ścianek w procesie.
Proces ten nie wymaga wyżarzania pośredniego, dlatego strefa spawania pozostaje nienaruszona i nie ulega homogenizacji. W rezultacie strefa spawania pozostaje widoczna i nie jest zintegrowana z metalem podstawowym. Zmniejszenie rurki bez trzpienia lub trzpienia ID powoduje, że na probówce znajduje się chropowata powierzchnia. Jeśli rura zakończona wieloma zlewami jest wycinana w celu odsłonięcia przekroju poprzecznego, zamontowana, wypolerowana, a następnie oglądana przez mikroskop, widoczne są silne szczyty i doliny wzdłuż ID.
Szczyty na ścianie identyfikacyjnej spowodowane tym procesem utrudniają dokładne oczyszczenie identyfikatora, ponieważ brud i zanieczyszczenia mogą gromadzić się w dolinach szczytów. Szczyty te również powodują błędną identyfikację i mogą powodować trudności w mierzeniu wielkości ID konsekwentnie.
Ten rodzaj rurki jest zwykle stosowany do podstawowych zastosowań igieł podskórnych, takich jak urządzenie do wstrzykiwania. Ze względu na nieprawidłowy stan identyfikacyjny, ta tuba zwykle nie jest używana w procesach, które wymagają przekazania mandatu, drutu lub rurki przez identyfikator. Ponadto, ta metoda nie jest zwykle używana do pobierania krwi, ponieważ przybliżony ID może powodować narastanie krwi i koagulację, spowolnienie lub ostatecznie zatrzymanie przepływu krwi. Na koniec, ze względu na ciężką pracę na zimno na niejednorodnej strukturze ziarna w strefie spawania, rura może ulec uszkodzeniu podczas procesu wytwarzania, który można przeprowadzić na gotowej probówce.
Spawane, wtykowe lub z trzpieniami podążane za zlewami do wykończenia . W przypadku spawania, wsuwania lub przeciągania za pomocą trzpienia, a następnie w przewodach zlewozmywakowych, zapasy taśmy są spawane i uformowane tak, jak w rurach, które mają tylko zlewozmywaki, ale rozmiar ścianki początkowej jest większy niż pożądany rozmiar gotowej ściany.
OD i ID są smarowane, a wkładka identyfikacyjna lub trzpień jest włożona, a rura jest ciągnięta przez matrycę. W zależności od wielkości redukcji, proces ten można powtórzyć przy użyciu stopniowo mniejszych matryc i zatyczek identyfikacyjnych lub trzpieni, aż do osiągnięcia wskaźnika twardości roboczej, który wymaga pośredniego wyżarzania. Po wyżarzaniu proces może być kontynuowany za pomocą zatyczki identyfikacyjnej lub trzpienia lub może przełączyć się na proces zlewu, jak opisano wcześniej.
Produkt jest następnie wykończony zlewozmywakami w sposób ciągły do pożądanego rozmiaru końcowego. Dodanie wtyczki ID lub trzpienia i pośredniego wyżarzania zwiększa koszty produktu, a wydajność produktu spada. Ponieważ proces ten ma tylko jedno pośrednie wyżarzanie, strefa spawania, podczas homogenizacji, jest nadal widoczna.
Wyższe współczynniki umocnienia podczas obróbki są łatwiejsze w tym procesie ze względu na ilość pracy na zimno, która jest wymagana do redukcji. Jakość powierzchni, zarówno ID jak i OD, jest zwykle wysoka z powodu wtyczki ID lub trzpienia podtrzymującego ścianę ID podczas redukcji. Ponadto, czyszczenie ID nie stanowi prawie żadnego problemu, wielkość ID jest stała, a rura może utrzymywać mniejszą tolerancję niż rurka wykończona metodą zatapiania.
Widok poprzeczny tej rurki przez mikroskop pokazuje mniej zniekształceń ściany ID i gładszy wygląd. Ta tubka jest zwykle stosowana w aplikacjach wymagających wyższej jakości rurki o wąskich tolerancjach. Zwykle nie jest on używany jako urządzenie wstrzykiwalne.
Spawane i podłączane lub trzpieniowe ciągnione do wykończenia . W produkcji rur spawanych i trzpieniowych lub ciągnionych za pomocą trzpienia, pasmo taśmy jest formowane i zgrzewane, tak jak w przypadku innych metod, a ściana początkowa i OD są większe niż pożądany rozmiar końcowy.
Po nasmarowaniu OD i ID i włożeniu wtyczki ID lub trzpienia, rurka jest przeciągnięta przez matryce. W zależności od stopnia redukcji i pożądanego wymaganego stopnia twardości wykończenia, proces ten powtarza się przy stopniowych mniejszych matrycach i zatyczkach identyfikacyjnych lub trzpieniach, dopóki twardość robocza nie wymaga pośredniego wyżarzania. Po wyżarzaniu proces można rozpocząć ponownie, aż do uzyskania pożądanego rozmiaru końcowego.
Produkt jest ciągnięty za pomocą wtyczki ID lub trzpienia od początku do końca. To, w połączeniu z co najmniej dwoma pośrednimi wyżarzeniami, umożliwia całkowite ujednorodnienie strefy spawania w metalu nieszlachetnym. Zdolność do utrzymywania bardzo wąskich tolerancji OD i ID oraz czystości ID to kluczowe cechy tych produktów. Widok poprzeczny rury ciągnionej przez mikroskop pokazuje gładką ścianę ID i brak widocznej strefy spawania.
Niektóre zastosowania tego produktu obejmują igły dawcy krwi, produkty wymagające ścisłych tolerancji i doskonałe warunki powierzchni oraz produkty, które wymagają przekazywania przez urządzenie innych urządzeń.
Oczywiście, nie wszystkie rury ze stali nierdzewnej są produkowane zgodnie z tymi samymi specyfikacjami. Urządzenia medyczne Producenci i dystrybutorzy mają do wyboru szeroki wybór produktów i jakości produktów przy zamawianiu rur ze stali nierdzewnej na rynku medycznym. Najważniejsze, a producent OEM lub dystrybutor musi dobrze rozumieć zamierzone zastosowanie rury, aby upewnić się, że zamówiono odpowiedni produkt.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!


























