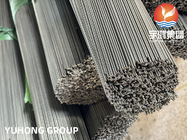
Rurka kapilarna, EN10305 1.4301, 1.4306, 1.4404, 1.4539, bezszwowa / spawana, jasna rurka wygniatana
GRUPA YUHONGzajmujemy się rurami i rurami bez szwu ze stali nierdzewnej już od ponad 10 lat, co roku sprzedajemy ponad 80000 ton rur i rur bez szwu ze stali nierdzewnej.Nasz klient obsługuje już ponad 45 krajów.Nasza bezszwowa rura i rura ze stali nierdzewnej była stosowana w przemyśle wydobywczym, energetycznym, petrochemicznym, chemicznym, spożywczym, papierniczym, gazowym i płynnym itp.ANSI B16.10: B16.19 SCH 5S, SCH 10S, SCH 20, SCH 30, SCH 40S, SCH 60, SCH80S, XS, SCH 100, SCH 120, SCH160, XXS
Rurki medyczne są produkowane przy użyciu Stal nierdzewna 304, 304L i 316L.Stal nierdzewna 304 ma stosunkowo niską zawartość węgla (maksymalnie 0,08%) i jest odporna na korozję lepiej niż stal nierdzewna 302.Jego odpowiednik, stal nierdzewna 304L, ma jeszcze niższą zawartość węgla (maksymalnie 0,04%) i oferuje podobną odporność na korozję.Jednakże, 304L oferuje również wysoką odporność na korozję międzykrystaliczną po spawaniu. 316L jest czasami używany w oprzyrządowaniu medycznym i ma niższą zawartość węgla niż 316 Nierdzewny. 316L jest stosowany w obszarach, w których wymagana jest doskonała odporność na korozję
Spawane i ciągnione są preferowanym wyborem rur pod względem oszczędności, czasu realizacji i tolerancji w porównaniu z rurami bezszwowymi w większości przypadków.Wiele wymagających zastosowań wymaga metody spawania TIG i ciągnienia kołkowego (trzpień), stosowanej przez Vita Needle od ponad 85 lat!

Produkcja rur ze stali nierdzewnej dla przemysłu medycznego
Elementarz procesu
Produkcja rur dla przemysłu medycznego wymaga dużej uwagi w zakresie spawania, materiału i jakości powierzchni.
Rury dla przemysłu medycznego produkowane są głównie ze spawanej stali nierdzewnej 304 i 304L (niskowęglowej).Stal nierdzewna 304 ma stosunkowo niską zawartość węgla (maksymalnie 0,08%) i jest odporna na korozję lepiej niż stal nierdzewna 302.
Jego odpowiednik, stal nierdzewna 304L, ma jeszcze niższą zawartość węgla (maksymalnie 0,04%) i oferuje podobną odporność na korozję.Jednak 304L zapewnia również wysoką odporność na korozję międzykrystaliczną po spawaniu.
Zdjęcie taśmy
Jednym z głównych wyzwań dla producenta rurek medycznych jest zabezpieczenie taśmy o dobrej jakości krawędzi.Na rynku medycznym ścianki rurek są zwykle stosunkowo cienkie, w wyniku czego ich wyrównanie i stan krawędzi mają krytyczne znaczenie.
Operatorom spawalni zaleca się utrzymywanie wszystkich taśm w stanie możliwie czystym i chronionym.Obejmuje to ostrożne i właściwe przechowywanie i obsługę wszystkich zapasów w czystych bawełnianych rękawiczkach, aby zapobiec zanieczyszczeniu krawędzi olejem ciała.
Producent musi ściśle współpracować z krajarką, aby zapewnić, że przychodzący pasek spełnia wymagania dotyczące stanu krawędzi.Większość hut ma jednego lub dwóch dostawców taśm, którzy dostarczają taśmy dobrej jakości, spełniające wymagania hut.
Spawalniczy
Producenci zazwyczaj stosują jeden z trzech różnych sposobów spawania taśm ze stali nierdzewnej 304 i 304L na rynek medyczny.
Pierwszym z nich jest spawanie łukiem gazowym wolframu (GTAW).Jest to najstarsza z popularnych metod i nadal jest szeroko stosowana.Drugi, spawanie plazmowe, jest odmianą GTAW.Ostatnie, spawanie laserowe, to najnowsza z powszechnie stosowanych metod.Każda z tych metod spawania jest podobna w podstawowej konstrukcji, a różnice dotyczą odpowiednich głowic spawalniczych i zasilaczy.Każda z nich ma również wiele mocnych i słabych stron.
Niektóre podstawowe elementy do rozważenia przy wyborze procesu spawania to:
1. Szybkość działania.
2. Konserwacja elektrod.
3. Łatwość użytkowania.
4. Koszt głowicy spawalniczej i zasilania.
Większość spawalni korzysta z urządzeń do testowania prądów wirowych po ostatnim przejściu żebra w celu sprawdzenia integralności spoiny.Niektórzy dodają również kamerę wideo skupiającą się na spoinie, aby obserwować wyrównanie spoiny i elektrody głowicy spawalniczej.Te dwa pomoce spawalnicze umożliwiają walcowni wytwarzanie większych ciągłych zwojów z dość wysokim poziomem pewności spoiny przy prędkościach od 20 do 30 stóp na minutę (FPM).
Zakresy rozmiarów
Większość przewodów medycznych jest wykonywana w skali pomiarowej, która jest luźno oparta na amerykańskiej specyfikacji wojskowej GG-N-196.Współczesne wymagania i postęp technologiczny znacznie rozszerzyły tę skalę.Mierniki przyrostowe od 6 (0,203 cala) do 36 (0,004 cala) o różnych ściankach (0,015 do 0,0015 cala) są obecnie ogólnie akceptowane jako standard.
Trzy podstawowe produkty
Producenci dostarczają producentom oryginalnego sprzętu (OEM) i dystrybutorom trzy podstawowe typy gotowych rur spawanych, po których następuje kilka zlewów [redukcje bez korka lub trzpienia o średnicy wewnętrznej (ID)] na zakończenie;spawane, kołkowe lub ciągnione na trzpieniu (w celu wygładzenia spoiny i ustawienia grubości ścianki), a następnie z kilkoma zlewami do wykończenia;i spawane, a następnie kilka wyciągnięć korka lub trzpienia, aby zakończyć.Każda z tych metod daje solidny produkt, a każdy produkt ma określony obszar zastosowania.
Niektórzy producenci lamp oferują wszystkie trzy rodzaje produktów, podczas gdy inni specjalizują się w jednym lub dwóch.Oferują producentom sprzętu medycznego różne szwy spawalnicze oraz jakość i tolerancje wykończenia powierzchni, a także różne koszty.
Spawane i wykończone zlewami.Materiał taśmy w spawanych i wykończonych przez zatopienie rurach jest formowany i spawany na lub bardzo blisko gotowego rozmiaru ściany o średnicy zewnętrznej (OD) większej niż pożądany rozmiar końcowy.Żądaną OD spawanej rury osiąga się przez zagłębienie rury do gotowego rozmiaru.
Proces tonięcia odbywa się poprzez smarowanie rury na OD i przeciąganie jej przez matrycę.Proces ten jest powtarzany ze stopniowo mniejszymi matrycami, aż do uzyskania pożądanego OD.Proces ten nie wymaga żadnego pośredniego wyżarzania iw rezultacie może produkować rury wydajnie i niedrogo.Jednak w tym procesie zdolność do osiągnięcia wysokich poziomów umocnienia przez zgniot jest zwykle utrudniona, ponieważ ilość pracy na zimno jest ograniczona przez brak redukcji ścianek w procesie.
Proces nie wymaga wyżarzania pośredniego, dzięki czemu strefa spoiny pozostaje nienaruszona i nie ulega homogenizacji.W rezultacie strefa spoiny pozostaje widoczna i nie jest zintegrowana z metalem podstawowym.Zmniejszenie rury bez trzpienia ID lub zatyczki powoduje, że powierzchnia wewnętrzna jest chropowata.Jeśli rura zakończona wieloma zlewami zostanie przycięta, aby odsłonić przekrój poprzeczny, zamontowana, polerowana, a następnie oglądana przez mikroskop, widoczne są ostre wzniesienia i doliny wzdłuż ID.
Szczyty na ścianie ID spowodowane tym procesem utrudniają dokładne czyszczenie ID, ponieważ brud i zanieczyszczenia mogą gromadzić się w dolinach szczytów.Te piki sprawiają również, że ID jest błędne i może powodować trudności w konsekwentnym pomiarze rozmiaru ID.
Ten typ rurki jest zwykle używany do podstawowych zastosowań igłowych do iniekcji podskórnych, takich jak urządzenie do wstrzykiwania.Ze względu na niekonsekwentny stan ID, probówka ta nie jest zwykle używana do procesów, które wymagają możliwości przepuszczenia mandrynu, drutu lub probówki przez ID.Ponadto, ta metoda generalnie nie jest używana do pobierania krwi, ponieważ zgrubne ID może powodować gromadzenie się i koagulację krwi, spowolnienie lub ostatecznie zatrzymanie przepływu krwi.Wreszcie, z powodu ciężkiej pracy na zimno na niejednorodnej strukturze ziarna w strefie spawania, rura może ulec uszkodzeniu podczas procesu produkcyjnego, który można wykonać na gotowej rurze.
Spawane, wtykowe lub ciągnione trzpieniem, a następnie zlewy do wykończenia.W przypadku rur spawanych, wtykowych lub trzpieniowych, a następnie rur od zagłębień do wykańczania, taśma jest spawana i formowana tak, jak w przypadku rur, które mają tylko zagłębienia, ale początkowy rozmiar ściany jest większy niż pożądany rozmiar gotowej ściany.
Średnica zewnętrzna i wewnętrzna są smarowane, wkłada się zaślepkę lub trzpień ID, a rurkę przeciąga się przez matrycę.W zależności od stopnia redukcji, proces ten można powtarzać, stosując stopniowo mniejsze matryce i zatyczki lub trzpienie ID, aż do osiągnięcia twardości roboczej, która wymaga wyżarzania pośredniego.Po wyżarzaniu proces może być kontynuowany z korkiem ID lub trzpieniem lub może przejść do procesu opadania, jak opisano wcześniej.
Produkt jest następnie wykańczany ze zlewami w sposób ciągły do pożądanego końcowego rozmiaru.Dodanie zatyczki lub trzpienia ID oraz wyżarzania pośredniego zwiększa koszty produktu, a wydajność produktu ma tendencję do zmniejszania się.Ponieważ proces ten obejmuje tylko jedno wyżarzanie pośrednie, strefa spoiny, podczas homogenizacji, jest nadal widoczna.
W procesie tym łatwiej osiąga się wyższe szybkości utwardzania z powodu pracy na zimno, która jest wymagana do redukcji.Jakość stanu powierzchni, zarówno średnica wewnętrzna, jak i zewnętrzna, jest zwykle wysoka ze względu na korek lub trzpień ID podtrzymujący ścianę ID podczas redukcji.Ponadto czyszczenie ID prawie nie stanowi problemu, rozmiar ID jest spójny, a rura może zachować węższe tolerancje niż rura wykończona metodą tonięcia.
Widok poprzeczny tej probówki przez mikroskop pokazuje mniej zniekształceń ścianki ID i gładszy wygląd.Ta rura jest zwykle używana w zastosowaniach, które wymagają rur o wyższej jakości i wąskich tolerancjach.Zwykle nie jest używany jako urządzenie do wstrzykiwania.
Spawane i ciągnione na wtyk lub trzpienie do wykończenia.Podczas produkcji rur spawanych i ciągnionych za pomocą kołka lub trzpienia do końca, materiał w postaci taśmy jest formowany i spawany jak w przypadku innych metod, a ścianka początkowa i średnica zewnętrzna są większe niż pożądany rozmiar końcowy.
Po nasmarowaniu OD i ID i włożeniu zatyczki ID lub trzpienia, rura jest przeciągana przez matryce.W zależności od stopnia redukcji i wymaganej twardości wymaganej wielkości końcowej, proces ten jest powtarzany ze stopniowo mniejszymi matrycami i zatyczkami ID lub trzpieniami, aż twardość robocza wymaga wyżarzania pośredniego.Po wyżarzaniu proces można rozpocząć od nowa, aż do uzyskania pożądanego rozmiaru końcowego.
Produkt jest rysowany od początku do końca za pomocą korka ID lub trzpienia.To, w połączeniu z co najmniej dwoma pośrednimi wyżarzaniami, umożliwia pełną homogenizację strefy spawania z metalem podstawowym.Zdolność do zachowania bardzo wąskich tolerancji OD i ID oraz czystość ID to kluczowe cechy tego produktu.Widok poprzeczny narysowanej do końca probówki przez mikroskop pokazuje gładką ściankę ID i brak widocznej strefy spoiny.
Niektóre zastosowania tego produktu obejmują igły dawców krwi, produkty wymagające ścisłej tolerancji i doskonałej powierzchni oraz produkty wymagające możliwości przepuszczania innych urządzeń przez identyfikator.
Oczywiście nie wszystkie rury ze stali nierdzewnej są produkowane zgodnie z tymi samymi specyfikacjami.Producenci OEM i dystrybutorzy urządzeń medycznych mają do wyboru różnorodne produkty i właściwości produktów przy zamawianiu rur ze stali nierdzewnej na rynek medyczny.Co najważniejsze, OEM lub dystrybutor muszą dobrze rozumieć przeznaczenie tuby, aby zapewnić zamówienie właściwego produktu.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!